“ Wat stempelend Metaal is?
Wat stempelt het metaal?
De grondbeginselen van Metaal het Stempelen
Metaal het stempelen is een productieproces wordt gebruikt om vlakke metaalbladen in specifieke vormen om te zetten die. Het is een complex proces dat een aantal metaal kan omvatten vormt technieken — blanking, ponsen, buigend en doordringend, om enkelen te noemen.
Er zijn duizenden bedrijven over de V.S. die de metaal stempelende diensten aanbieden om componenten voor de industrieën in automobiel, ruimtevaart, medische, en andere markten te leveren. Aangezien de wereldmarkten evolueren, is er een gestegen behoefte aan snel-geproduceerde grote hoeveelheden complexe delen.

Metaal het stempelen is een snelle en rendabele oplossing voor deze groot-hoeveelheid productiebehoefte. De fabrikanten die nodig metaaldelen hebben voor een project over het algemeen worden gestempeld zoeken drie belangrijke kwaliteiten die:
- Hoog - kwaliteit /durability
- Lage Kosten
- Snelle keerpunttijd
De volgende die gids illustreert best practicen en formules algemeen in het metaal het stempelen ontwerpproces worden aangewend en omvat uiteinden om kosten scherpe overwegingen in delen op te nemen.
Het stempelen Grondbeginselen
Stempelen — ook genoemd drukkend — impliceert het plaatsen van vlak bladmetaal, in of rol of lege vorm, in een stempelende pers. In de pers, vormt een hulpmiddel en matrijzenoppervlakte het metaal in de gewenste vorm. Het ponsen, blanking, buigend, muntend, in reliëf makend, en van een flens voorziend is alle die het stempelen technieken worden gebruikt om het metaal te vormen.
Alvorens het materiaal kan worden gevormd, moeten de stempelende beroeps het bewerken via CAD/CAM techniektechnologie ontwerpen. Deze ontwerpen moeten zo nauwkeurig mogelijk zijn om elke stempel te verzekeren en te buigen handhaaft juiste ontruiming en bijgevolg optimale deelkwaliteit. Één enkel hulpmiddel 3D model kan honderden delen bevatten, zodat is het ontwerpproces vaak vrij complex en tijdrovend.
Zodra het ontwerp van het hulpmiddel wordt gevestigd, kan een fabrikant een verscheidenheid van het machinaal bewerken, het malen, draad EDM en andere verwerkende diensten gebruiken om zijn productie te voltooien.
Soorten Metaal het Stempelen
Er zijn drie belangrijke soorten metaal het stempelen technieken: progressief, fourslide en trek diep.
Het progressieve Bosseleren
Het progressieve bosseleren kenmerkt een aantal posten, elk met een unieke functie. Eerst, is het strookmetaal feds door een progressieve stempelende pers. De strook rolt zich regelmatig van een rol en in de matrijzenpers uit, waar elke post in het hulpmiddel dan een verschillende besnoeiing, een stempel, of een kromming uitvoert. De acties van elke opeenvolgende post voegen op het werk van de vorige posten toe, resulterend in een voltooid deel.
Een fabrikant zou herhaaldelijk kunnen het hulpmiddel op één enkele pers veranderen of een aantal persen, elk moeten bezetten die één die actie uitvoert voor een voltooid deel wordt vereist. Zelfs gebruikend veelvoudige persen, moesten de secundaire machinaal bewerkende diensten vaak een deel echt voltooien. Om die reden, het progressieve bosseleren de ideale oplossing voor metaaldelen met complexe te ontmoeten meetkunde is:
- Sneller keerpunt
- Lagere loonkosten
- Kortere looppaslengte
- Hogere herhaalbaarheid
Fourslide het Stempelen
Fourslide, of de multi-dia, impliceren horizontale groepering en vier verschillende dia's; met andere woorden, worden vier hulpmiddelen gebruikt gelijktijdig om het werkstuk te vormen. Dit proces staat voor ingewikkelde besnoeiingen en complexe krommingen toe om zelfs de meest complexe delen te ontwikkelen.
Fourslidemetaal het stempelen kan verscheidene voordelen over traditionele pers aanbieden die die tot het een ideale keus voor vele toepassingen maken stempelt. Sommige van deze voordelen omvatten:
- Veelzijdigheid voor complexere delen
- Meer flexibiliteit voor ontwerpveranderingen
Zoals zijn naam impliceert, heeft een fourslide vier dia's — betekenend dat tot vier verschillende hulpmiddelen, per dia, kunnen worden gebruikt om veelvoudige krommingen gelijktijdig te bereiken. Als materieel voer in een fourslide, wordt het gebogen in snelle successie door elke schacht die met een hulpmiddel uitgerust is.
Trek het Stempelen diep
De diepe tekening impliceert het trekken van een spatie van het bladmetaal in de matrijs via een stempel, vormt het in een vorm. De methode wordt bedoeld als „diepe tekening“ wanneer de diepte van het getrokken deel zijn diameter overschrijdt. Dit type van zich het vormen is ideaal voor het creëren van componenten die verscheidene reeksen diameters vergen en is een rendabel alternatief aan het draaien van processen, die typisch vereisen uitputtend meer grondstoffen. De gemeenschappelijke die toepassingen en de producten van diepe tekening worden gemaakt omvatten:
- Automobielcomponenten
- Vliegtuigendelen
- Elektronische relais
- Werktuigen en cookware
Plotseling - het in werking gestelde Stempelen
Plotseling - het in werking gestelde metaal stempelen vereist minimale eerlijke het bewerken uitgaven en kan een ideale oplossing voor prototypen of kleine projecten zijn. Nadat de spatie wordt gecreeerd, gebruiken de fabrikanten een combinatie douane het bewerken componenten en de matrijs neemt op om het deel te buigen te slaan of te boren. De douane die verrichtingen en kleinere looppasgrootte vormt kan in een hogere per-stuklast resulteren, maar het ontbreken van het bewerken kosten kan plotseling maken - stel rendabeler voor vele projecten in werking, vooral die die snel keerpunt vereisen.
De productie van Hulpmiddelen om Te stempelen
Er zijn verscheidene stappen in het veroorzaken van metaal het stempelen. De eerste stap ontwerpt en vervaardigt het daadwerkelijke die hulpmiddel wordt gebruikt om het product te creëren.
Neem een blik bij hoe dit aanvankelijke hulpmiddel wordt gecreeerd: De Lay-out & het Ontwerp van de voorraadstrook: Het een ontwerpergebruik wordt gebruikt om de strook te ontwerpen en afmetingen, tolerantie, voerrichting, schrootminimalisering en meer te bepalen.
Van de hulpmiddelstaal en Matrijs Reeks die machinaal bewerkt: CNC verzekert een hoger niveau van precisie en herhaalbaarheid voor zelfs de meest complexe matrijzen. Het materiaal zoals 5 ascnc molens en draadedm machines kan door verhard hulpmiddelstaal met uiterst strakke tolerantie snijden.
Secundaire Verwerking: Het thermisch behandelen wordt toegepast op metaaldelen om hun sterkte te verbeteren en hen voor hun toepassing duurzamer te maken.
Het malen wordt gebruikt om delen te beëindigen die hoge oppervlaktekwaliteit en dimensie nauwkeurigheid vereisen.
Draad EDM: Draad elektrolossing die de materialen van het vormenmetaal met een elektrisch-electrically-charged streng messingsdraad machinaal bewerkt. De draad EDM kan de meest ingewikkelde vormen, met inbegrip van kleine hoeken en contouren snijden.
Metaal het Stempelen Ontwerpprocessen
Metaal het stempelen is een complex proces dat een aantal metaal kan omvatten vormt processen — blanking, ponsen, het buigen, en het doordringen en meer. Blanking: Dit proces is over het snijden van het ruwe overzicht of de vorm van het product. Dit stadium is over het minimaliseren van en het vermijden van bramen, die de kosten van uw deel kunnen opdrijven en levertijd uitbreiden. De stap is waar u gatendiameter, meetkunde/versmalling, het uit elkaar plaatsen tussen rand-aan-gat bepaalt en het eerste doordringen opneemt. Het buigen: Wanneer u de krommingen in uw gestempeld metaaldeel ontwerpt, is het belangrijk om voor genoeg materiaal toe te staan — zorg ervoor om uw deel en zijn spatie te ontwerpen zodat er genoeg materiaal is om de kromming uit te voeren. Sommige belangrijke te herinneren factoren zich:
- Als een kromming te aan het gat dicht wordt gemaakt, kan het misvormd worden.
- De inkepingen en de lusjes, evenals de groeven, zouden met breedten moeten worden ontworpen die minstens 1.5x de dikte van het materiaal zijn. Indien gemaakt kleiner, kunnen zij moeilijk zijn die wegens de kracht te creëren op stempels wordt uitgeoefend, veroorzakend hen om te breken.
- Elke hoek in uw leeg ontwerp zou een straal moeten hebben die minstens de helft van de materiële dikte is.
- Om instanties en strengheid van bramen te minimaliseren, vermijd scherpe hoeken en complexe knipsels wanneer mogelijk. Wanneer dergelijke factoren niet kunnen worden vermeden, ben zeker om braam van richting in uw ontwerp nota te nemen zodat kunnen zij tijdens het stempelen worden in acht genomen
Het munten: Deze actie is wanneer de randen van een gestempeld metaaldeel worden geslagen om de braam af te vlakken of te breken; dit kan tot een veel meer vlote rand op het gemunte terrein van de deelmeetkunde leiden; dit kan extra sterkte aan gelokaliseerde gebieden van het deel ook toevoegen en dit kan worden gebruikt om secundair proces te vermijden als het deburring en het malen. Sommige belangrijke te herinneren factoren zich:
- Plasticiteit en korrelrichting – de Plasticiteit is de maatregel van permanente misvorming een materiaal wanneer onderworpen aan kracht ondergaat. De metalen met meer plasticiteit zijn gemakkelijker zich te vormen. De korrelrichting is belangrijk in materialen met hoge weerstand, zoals aangemaakt metalen en roestvrij staal. Als een kromming langs de korrel van met hoge weerstand gaat, kan het naar voren gebogen zijn aan het barsten.
- Krommingshoogte – de algemene hoogte van een kromming heeft minimumvereisten zich effectief te vormen en zou minstens moeten zijn, 2.5x de dikte van materieel + de straal van de kromming
- Krommingshulp – voeg kleine die inkepingen toe onmiddellijk naast het gedeelte van het te buigen deel worden gevestigd — zij zouden een minimum van zo wijd moeten zijn tweemaal aangezien het materiaal dik is, en zolang de krommingsstraal plus materiële dikte.
Krommingsvervorming/Zwelling: Doen zwellen veroorzaakt door krommingsvervorming kan zo groot zijn zoals ½ de materiële dikte. Aangezien de materiële dikte stijgt en de krommingsstraal de vervorming/vermindert de zwelling wordt strenger. Het dragen het Web en de „Wanverhouding“ snijden: Dit is wanneer zeer lichte cut-in of buil-uit op het deel wordt vereist en typisch ongeveer diep .005“ is. Deze eigenschap is niet noodzakelijk wanneer het gebruiken van samenstelling of overdrachttype bewerkend maar wanneer het gebruiken van het progressieve matrijs bewerken vereist. 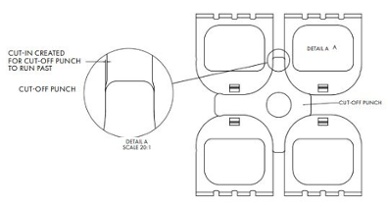
Douanemetaal het Stempelen
Douanemetaal het stempelen beschrijft metaal vormt processen die douane het bewerken en technieken vereisen die delen te veroorzaken door de klant worden gespecificeerd. Een brede waaier van de industrieën en de toepassingen wenden douane het stempelen procédés aan om high-volume productie aan behoeften te voldoen en alle delen te verzekeren ontmoeten nauwkeurige specificaties.
Douanemetaal het Stempelen Projecten
De ontwerpingenieurs kunnen aan een brede waaier van metaal het stempelen projecten voor cliënten over diverse industrieën werken. Om de veelzijdigheid van douane gestempelde metaaldelen beter te illustreren, hebben wij een paar recente die projecten door hieronder de ingenieurs van esi worden voltooid geschetst.
Douane Gestempeld Deel voor Essentieel Controlemateriaal in Medische Industrie
Een cliënt in de medische industrie naderde esi aan de zegel van het douanemetaal een deel dat als de lente en elektronikaschild voor essentieel controlemateriaal op het medische gebied worden gebruikt.
- Zij hadden een roestvrij staaldoos met de eigenschappen van het de lentelusje nodig en hadden probleem vindend een leverancier die een ontwerp van uitstekende kwaliteit aan een betaalbare prijs binnen een redelijke chronologie zou verstrekken.
- Om aan het unieke verzoek van de cliënt te voldoen om slechts één eind van het deel te plateren — eerder dan het volledige deel — wij assoieerden met een industrie-leidend vertinningsbedrijf dat een geavanceerde enig-rand, selectief platerenproces kon ontwikkelen.
esi kon aan de complexe ontwerpvereisten voldoen gebruikend een materiële het stapelen techniek die toestond ons om vele deelspaties te snijden die in een keer, kosten beperken en levertijden verminderen.
Gestempelde Elektroschakelaar voor een Bedrading en een Kabeltoepassing
In een andere instantie, werden wij gevraagd om een bestaande elektroschakelaardekking te herontwerpen; de cliënt, AFC Kabelsystemen, zocht een product van betere kwaliteit aan een lagere prijs met kortere levertijden.
- Het ontwerp was hoogst complex; deze dekking moest als de binnenkant in-vloer van madeliefjeankerkettingen en elektrotoevoerkanalen onder de vloer worden gebruikt; daarom stelde deze toepassing inherent strikte groottebeperkingen voor.
- Het productieproces was ingewikkeld en duur, aangezien de banen van enkele cliënt een volledig voltooide dekking vereisten en anderen niet — het betekenen van AFC had tot de delen in twee stukken geleid en hen wanneer samen nodig gelast.
- Werkend met een dekking van de steekproefschakelaar en één enkel die hulpmiddel door de cliënt wordt voorzien, kon onze esi bij esi ingenieur omkeren het deel en zijn hulpmiddel. Van hier, ontwierpen wij een nieuw hulpmiddel, dat wij in onze 150 tonzaligheid progressieve het bosselerenpers konden gebruiken.
- Dit stond ons toe om het deel in één stuk met verwisselbare componenten te vervaardigen, eerder dan de productie van twee afzonderlijke stukken aangezien de cliënt had gedaan.
Dit stond voor significante kostenbesparingen — 80% van de kosten van een 500.000 deelorde — evenals een levertijd van vier weken eerder dan 10 toe.
Douane het Stempelen voor Automobielluchtkussens
Een automobielcliënt vereiste een metaaldichtingsring met hoge weerstand, druk-bestand voor gebruik in Ford-de luchtkussens van Doorgangsbestelwagens.
- Met 34 mm x 18 mm x 8 mm trekken, de dichtingsring nodig om een tolerantie van 0,1 mm te handhaven, en het productieproces nodig om het unieke materiële uitrekken aan te passen zich inherent aan de definitieve toepassing.
- Wegens zijn unieke meetkunde, kon de dichtingsring niet worden geproduceerd gebruikend overdrachtpers die bewerkt en zijn trek blijk gegeven van een unieke uitdaging diep.
Bouwde een 24 post progressief hulpmiddel om de juiste te verzekeren ontwikkeling van en DDQ-staal met zinkplateren trekt gebruikte om optimale sterkte en corrosieweerstand te verzekeren. Metaal het stempelen kan worden gebruikt om complexe delen voor een reusachtige waaier van de industrieën tot stand te brengen. Nieuwsgierig om meer over de diverse douanemetaal het stempelen toepassingen te leren die wij hebben gewerkt aan? Bezoek onze Gevallenanalysespagina, of bereik direct esiesi om uw unieke behoeften met een deskundige te bespreken.

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!